
お客様のお困り事ごと KE-35
化学会社様での事例です。
粉状の製品を充填する工程で、製品が飛散してしまうという問題にお悩みでした。集塵機は設置されているのですが、うまく捕集できず、別品種への切り替えの際に混入してしまう可能性がありました。
そのため、品種切り替え前に毎回清掃作業を必要となり、フレキシブルに生産スケジュールを組むことが立て辛い状態でした。
充填作業エリアは温度管理もなされているのですが、吸排気のバランスが悪く、空調効率が低いことにもお悩みでした。
お客様の抱える課題
- 集塵機は設置されているが吸い込み口付近にしか機能していない。
- 品種切り替え時の混入が問題にならないレベルにするにはクラス10000の清浄度が必要。
- 排気ファンの容量が最大160?/分と大きく、適切なコントロールもされていないため、空調の効きが悪い。
- 作業エリア内は5つの部屋に仕切られており、部屋ごとに室圧コントロールが必要。
蒲田工業からのご提案内容
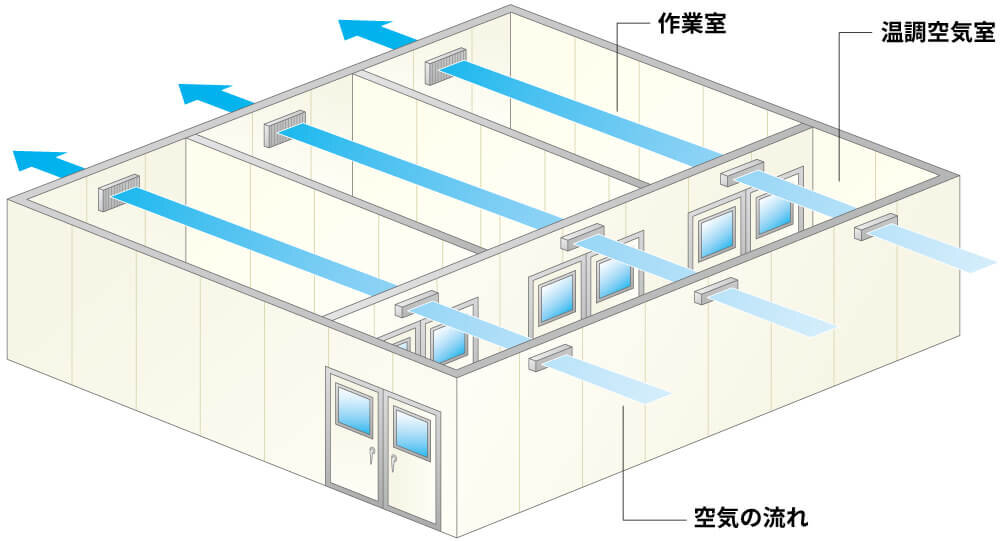
集塵機を効率よく機能させるために、対面の壁にFFU(ファン・フィルター・ユニット)を設置し、集塵機に向けて空気の流れを部屋全体につくり出す。
5つの作業部屋それぞれに独立した空調機を設置し温度管理を行う方式ではイニシャルコスト、ランニングコストとも高額になってしまう。十分な容量を持つ大型空調機を1台設置し各部屋にFFUを介して送り込む分配空調システムを提案。
ただこの方式では排気による温度変化が大きくなってしまうので、廊下を温調空気室とし、一定のバッファ容量を持たせるように設計。排気に合わせ温調空気室から迅速に補充することで、作業室の温度変化を最小化します。
解決のポイント
- 気流のコントロールと部屋ごとに室圧コントロールをすることで、効率的に集塵を行い、高い清浄度を実現。
- 充填を行う作業室は陰圧管理を基本とするが、風量調整によって室圧をコントロールできる仕様にする。
- 温調空気室から各部屋へ圧損をできるだけ少なく吹き込めるように、吹き出し口を複数設け、経路も最短化。
- 各部屋の排気量は作業内容によって変動するので、温調空気室の吸気量も連動させ、十分な供給ができるようにする。
解決した内容、お客様の声
各部屋の室圧は作業内容に合わせ、その都度変更する必要があります。切り替えの頻度も多いので、設定変更が簡単にできるようにコントローラーを設けました。排気量に合わせて適切な吸気が行えるように、自動連動システムを設計し、安定した室圧管理を実現しました。
お客様の声
空気の流れがしっかりと制御されていることを実感できます。集塵効率は格段に上がり、製品の飛散量は激減しました。作業室の清浄度は陰圧管理下でもクラス1000レベルになってるので、混入の不安もなくなりました。排気量を最大に設定しても、温度の変化はほとんどなく安定しています。蒲田工業がご提供できる価値
蒲田工業はクリ-ン環境構築のプロフェッショナルとして与えられた条件の中で、最も適した手法、工法を提案し、お客様にご満足いただける空間を創り出します。清浄度だけでなく、温度管理、湿度管理もご要望に応じコントロールいたします。クリーンルームの設計では、いかに空気の流れを適正にするかが鍵になります。
事例番号
KE-35
※お問い合わせの際は「事例番号」をお伝え下さい。
営業パーソンの紹介 クリーン事業部 国信光一

長年、福山営業所の中堅社員として既存のお客様のフォローを行いながら新規お客様の開拓も行なってきました。ロール、溶射についての知識は社内でもずば抜けています。
現在は環境エンジニアリング部において、様々な業種におけるクリーン化の提案を行なっています。
この事例に関連する他の事例の紹介