お客様のお困りごと AB-24
採石場でご使用されているミル(粉砕機)のシャフトから異音がするので分解し調べたところ、ベアリング内輪との接触面に摩耗が見られました。
お客様の抱える課題
- シャフトの中に配線ケーブルが組み込まれている構造のため、溶射や溶接肉盛など熱のかかる補修方法が使えない。
- エポキシなどの汎用パテでは耐久性に問題がある。
- 規定された軸寸法への仕上げ旋盤加工が必要。
- 長い時間ラインを止めることができないので、短期間で補修しなければならない。
蒲田工業からのご提案内容
耐摩耗性と耐蝕性に優れたチタニウムパテを用いた補修方法を提案しました。 ※チタニウムパテは株式会社ITWパフォーマンスポリマーズ&フルイズジャパン社の販売商品となります。弊社でも販売は可能ですが、現在お付き合いのある商社様などでもご購入が可能となっておりますので、まずは既存の仕入先様へお問い合わせをお願い致します。
解決のポイント
- チタニウムパウダーが配合されており、抜群の耐摩耗性を持つ。
- 熱処理を必要としないので、熱歪み、熱変形の心配がない。
- 硬化時間が短く(可使時間:20分/25℃ / 塗膜硬化時間:4時間/25℃)硬化後には機械加工可能。
今回は施工時の気温も高かったので2時間養生時間を取り、旋盤加工を行なう。 - 密着性を向上させるために、今回は旋盤で下地にネジキリ加工を施す。

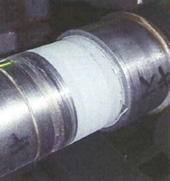
1.今回の施工個所の確認

2.施工範囲を下地処理する(今回はネジキリ)。

3.下地処理後、油や汚れを落とす為アセトンにて脱脂洗浄

4. 脱脂洗浄後、回転をかけながらチタニウムパテを塗布
5. 2時間程度養生期間を取る。硬度を確認後、施盤加工とヤスリで仕上げる
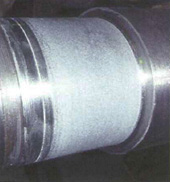
6. 完成
解決した内容、お客様の声
組み付け後、異音も解消しスムーズに回転しています。耐摩耗性に関しても問題発生していません。 分解から補修、再組み付けまで短期間で施工できました。
蒲田工業がご提供できる価値
蒲田工業では、状態に応じた最適な工法で補修作業を行います。補修材の販売はもちろん今回のように施工も承ります。
高い耐摩耗性が求められる様々な現場において、超硬合金やセラミックなどの各種溶射、セラミックチップライニングなど豊富な施工実績を積み重ねてまいりました。廃棄、交換する前にぜひ一度補修をご検討ください。
事例番号
AB-24
※お問い合わせの際は「事例番号」をお伝え下さい。
営業パーソンの紹介 神奈川営業所 中村和弘

お客様に「不可能を可能にする男」と言われる営業をしてきました。
現在は所長としてこれまでの経験を活かしアドバイスや指導をすることが中心ですが、机上の理論だけでなく現場での試行錯誤を重視する姿勢は一営業員時代から一貫しています。
この事例に関連する他の事例の紹介
超耐摩耗肉盛りで、コストダウンと寿命延長に貢献!
[お客様の困りごと共通キーワード:摩耗箇所の補修]
特殊なメカニカルシールでメンテナンス頻度の軽減・長寿命化・シール性の向上
[お客様の困りごと共通キーワード:優れた耐摩耗性]
配管ラインの摩耗箇所へ―セラミックで長寿命化・メンテナンスの軽減
[同業種の事例]
